|
|

|
制粒机环模安装及使用质量问题的控制方法及防范措施
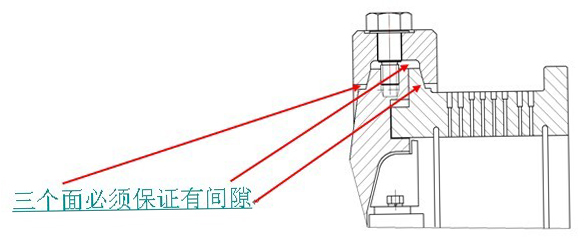
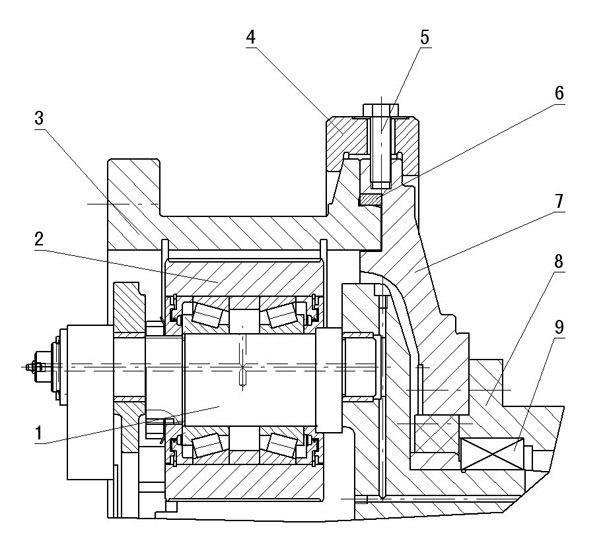
环模是制粒机的关键易损件,环模的安装、使用与维护的正确与否,对于提高制粒机的效率和降低易损件的消耗有重要作用,下面就环模的正确安装提如下要求(见附图一): 在正常工作时,环模(3)、抱箍(4)和传动轮(7)通过抱箍螺栓(5)联接紧固,没有任何相对的运动。但在实际使用中由于抱箍与传动轮及环模的安装斜面磨损或抱箍螺栓松动等原因,会导致相对运动,特别是环模由于压辊在工作时的强烈挤压、碰撞而引起振动,严重时造成环模开裂和内锥孔磨损,从而进一步地造成抱箍和传动轮磨损加剧,直接影响生产效率甚至故障停产。 防止以上问题的方法及操作步骤为: 1、每周检查环模衬圈的磨损情况。由于各制造厂家的加工装备和工艺技术水平不同以及环模和传动轮加工精度的差异等情况,在选择环模衬圈时要优先选用原厂的环模衬圈等配件,避免由于环模与衬圈、传动轮圆周配合面装配间隙过大而导致环模自然下垂,造成环模转动时撞击压辊等不良后果的产生。 2、每次安装或调整抱箍螺栓时检查下图中的有关位置,确保每片抱箍之间和图示的三处位置有间隙。
4、每次压辊总成或环模安装后检查压辊安装后的位置,确保压辊在环模的两条工艺槽之间,否则必须加调整垫调整(调整垫安装在压辊轴和压板或主轴之间)。 5、压辊总成整体安装后,检查压辊与环模之间的轴向间隙,轴向间隙不大于 6、不能使用劣质环模,环模工作面内壁失圆应≤
图一 环模装配结构示意图 1、压辊轴 2、压辊 3、环模 4、抱箍 5、抱箍螺栓 6、环模衬圈 7、传动轮 8、空轴 9、主轴轴承 |
Find information about ZHENGCHANG in your language and region.